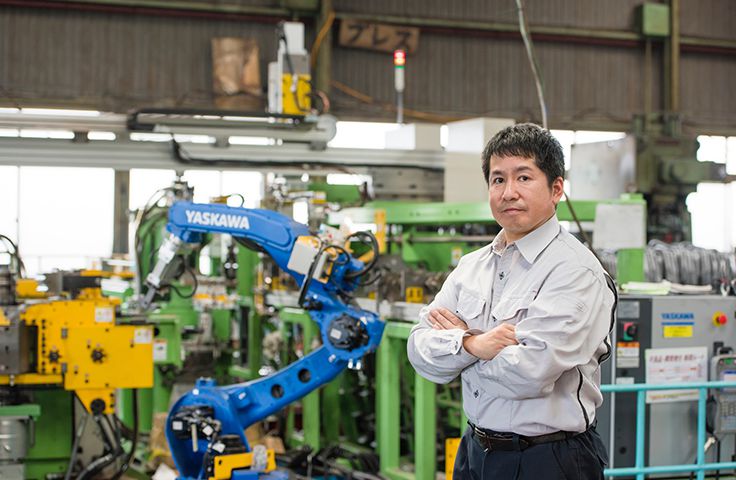
石川工業(株)は群馬県・埼玉県・栃木県をエリアとしたパイプアール曲げ専門工場です。
弊社内のプレス加工機の設定とプレス機の動きとなります。
プレス加工と言うと板材が何工程か進むにつれて1個の物に形状を変えて行く内容を思い浮かべる方が大半かと思います、
この様な大きなプレス機や各ステーション(加工する部分)を複数持つ事により上記の様な加工は出来ます。
基本的な原理は同じですが、その流れが違ってくるのがプレス加工機となります。
何百トンで何個もステーションや広い間口(金型を取付ける部分)を持つプレス加工機ならそれも可能となりますが、
それはあくまでも理想的なプレス機と加工となります。(また板材のプレス加工での方法となります。)
板材加工であっても、1個1個の金型にてその役目を持たせる事により金型が変わります、例えば…板材から
展開された形状に抜く金型、抜いた板材を形状に曲げたり折ったりする金型(何工程かに複数の金型に分れる事もある)、図面値や形状に合わせた加工にする金型等があります。
※金型加工の内容や金型数等は、金型製造メーカーとの打合せにより金型詳細が決まってきます。
この金型を連続して加工が行え、多数の金型を設置できるプレス機が何百トン以上の超大型のプレス機となります。
上記の様な加工をプレス機1基でも加工は行えます、1つ1つの加工金型を1回1回金型交換を行えば加工は行えますが、当然ですが
金型交換や加工の稼働時間が掛かってしまう傾向にあります。
パイプ材のプレス加工と通常板材のプレス加工の違いはどの様な事なのかと言うと…
パイプ材でのプレス加工を基準として考えています。(弊社内の場合です)
①セット内容が違う
②各ステーション別の加工に向かない
③1回1回の取り外しが困難
④パイプ形状なので金型形状や機構が複雑
その内容を個々に説明をします。(パイプでのプレス加工をメインで説明しております)
①セット内容が違う
板材の場合は、一番最初の加工は平面が大半だと思います(一部曲がった形状もある)、パイプ材の場合は既に丸形状になっているので
一番最初の加工は、パイプに対して潰すか穴を空けるかの加工が大半ですでに3次元での加工となります。
潰す金型加工の場合は、上下、左右 どちら側から行うかにより金型機構形状も製品形状も変わります。(自分がプレス正面に立っていると思ってください)
上下から潰す場合は、プレスが上下に動きをそのまま伝える事で上下に潰す金型の基本構造が出来上がりますが、
左右から潰す場合は、プレスが上下に動き機構の力をカムにて左右に動く機構に変えて左右に潰す金型の基本構造が出来上がります。
※当然カムを使用する事により左右から潰す方が力が若干弱くなる傾向にあります(一度カムにて力の方向を変える為)が、
それを金型のスプリングにより様々、上下加工時と同じ様な力が出る様な仕組みとする場合もあります。
穴を空ける金型の場合は、パイプ形状(円)に必要な部分に穴を空ける事という内容ですが、
金型形状の説明の前に一番簡単なのがボール盤とポンチ位置決めにて穴を空けるのが簡単な方法となります。
※1本2本の加工ならそれも良いですが、では2,000本の穴空け加工は?パイプに貫通穴を空ける場合(これはボール盤でも出来ます)は?
半円を空ける加工は?様々ありますが、ボール盤での加工では限界があります。
パイプ材の穴空けプレス金型(最初の加工がパイプ形状時)には、軸芯があります、その軸芯にパイプ材を差し込んで上型にて形状に抜きます。
当然ですがパイプ材を抜いたり差したりする動きが作業セットの動きとなります。(差して、加工して、抜く)
抜いたカスをその軸芯や金型形状から下や横へ流す仕組みも必要となります、抜きカスが次の加工時に残っていれば次の加工では、抜きカスの形状が付いてしまいNG製品となってしまう事があります。(板材加工でも抜きカス問題はあります)
またパイプ径が小さく(細く)なれば加工での軸芯の小さく細くなるので、繊細な加工となります。(決して板材が繊細では無いという意味ではありません。)
よって部材のセット方法にてパイプ材を差したり抜いたりする加工があるので、板材の様に置いたり取ったりする内容とは違うので
効率は落ちます。(必ずパイプ形状での移動となる為に)
②各ステーション別の加工に向かない、③1回1回の取り外しが困難
②と③は、同じ様な表現が出来るのでまとめて説明します。
ここでは板材での利点を説明し、その反対側(真逆)がパイプ加工での内容だと思ってください。(パイプの金型加工時近いと言う意味です)
・板材なので、折り紙の様に1枚から折ったり曲げたり切ったりを連続して加工する事が出来る。(大型プレス機のステーション移動の意味)
※折り紙の手順をイメージしてください。(山折り、谷折り、ハサミで切る、曲げてしるしをつける等)
・板のロール材(長い板材の束)からの材料供給にて送り込み加工ができる。
(切り板材でも加工は出来ます、銅パイプ等の材料なら機械は必要になるがその様な流れはで可能)
・個々のステーション(加工内容や金型)に分けて、連続セットしての加工が出来る。
(やり方によってはパイプ材でも可能《弊社内は、パイプの連続加工金型あり》)
・素速い連続加工が出来る為に高効率にて生産品が加工できる。(パイプ材も多少の効率化は図れるが限界はある)
上記の内容をまとめると、パイプ材でのプレス加工においては
・円形状のパイプ材なので、折り紙の様な曲げたり切ったりが連続で不向き、板材はロール材とする事が出来ない(1束集約)ので
そのまま流し込む事が出来ないから1本1本送り込み(差し込む)、パイプ材を1本1本差込→加工→抜く ので加工自体の効率が上がり難い、
各ステーションの様な仕組みにてパイプ材加工は不向きとなる。
④パイプ形状なので金型形状や機構が複雑(板材加工での金型が単調と言う意味ではありません)
金型を造るに関しても、どちらから動かすのか(上下、左右)、パイプがコの字形状だとプレス加工機との干渉はあるのかどうか
穴空けする際の軸芯等の位置や形状、抜きカスの流れ、プレスでパイプ材を曲げる機構(効率を上げる為に)等様々な要因により
パイプ形状の金型を造れる金型メーカーは技術があるメーカーと言われる事が多いです。
当然ですが、プレス後にプレス加工後のパイプ形状を維持(加工部位以外の円が潰れたり、歪んだりしない様に)するのが難しいです。
内容によっては、パイプの大きさ(直径や肉厚)では無く加工内容により金型価格が高価な金型となる事が多いです。
※各金型製造メーカーの考え方等によってもピンからキリまでありますので、一概には言えませんが…傾向にあります。
相反する考え方ではありますが、プレスで潰すのだがパイプ内の空洞を維持するとか、パイプを部分的に抜き穴を設定するが、
抜ききりと半抜きと抜き材を母材に付けたままとか様々あります。パイプの形状を組合せがよい様に窄める膨らませる、異形に変える
パイプ材のプレス加工に関しては様々あります、それ専用の自動加工機も多数あります。
汎用性のあるプレス機をプレス金型にて加工を可能とする内容が現状での弊社の内容となります。
なにか御座いましたら1本から対応ですので、ご一報を下記問い合せ先までご連絡の程、よろしくお願いし致します。
石川工業株式会社
https://isk1944.com/
電話0276-45-1816
群馬県太田市龍舞町4539
コロナウィルス対策 試作 量産 製作 承ります。