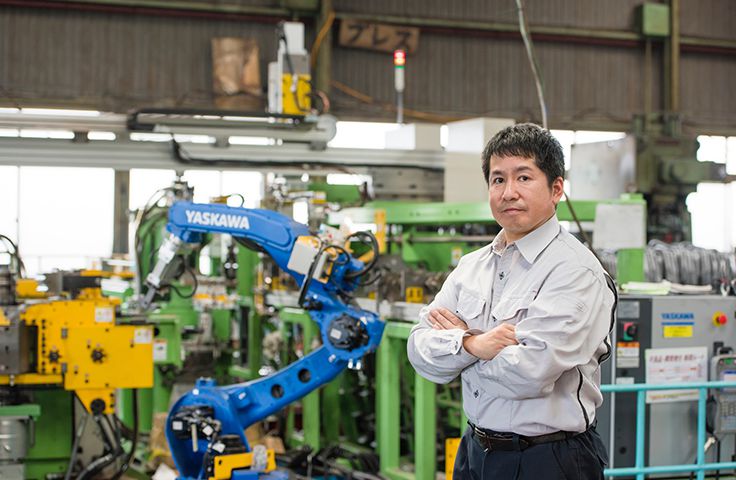
ロボット溶接加工 パイプ加工 溶接 治具 厚物パイプ 厚物板材 製品保管状態 医療器具や建設機器、各種パイプ加工の石川工業 群馬県 太田市 1本から対応可能な会社です。
今回紹介します動画は、複数治具と1つのロボットとの組合せ工程となります。
1個の製品が完成するまでは約5分位掛かりますが、費用を掛ければ 生産時間を短縮出来ますが、限りある資源ですので有効活用しつつ どうすればより効率的なパフォーマンスを生み出せるのか考えました。
本工程において導入時に考えた事
①少ない投資でライン構築ができるかどうか
②治具セット以外の付帯作業の有無
③部品等の置き場や取り回しの確認
④ムダのない歩行内容
⑤本工程にて完全完結とする(後作業を入れない、導入しない)
個々に説明をして行きますと
①少ない投資でライン構築ができるかどうか これは当たり前の事ではありますが、非常に重要な事です。 数量からくるタクトタイムと生産内容に左右されますが、どの様な 生産ラインにするのか1治具2ロボ・1治具1ロボ・2治具1ロボ・ 1治具1ロボを3組用意すると様々あります。 ライン構築際には、必要以上のシミュレーションを繰り替える必要があります。 それが投資費用を抑える近道と思われます。
※本ラインを制作した際には、様々なシミュレーションで2日以上考えました。
②治具セット以外の付帯作業の有無 単にロボット溶接をするだけではなく、その中での付帯作業も重要です。 治具に製品をセット時間だけを考えるのではなくて、部品を組合わせる、 部品を確認する、製品を検査する、修正する、完成品 を積込む この様な付帯作業が意外に忘れられがちで、非常に重要です。 出来る限りロボット時間中に行える様にするのが常となります。
③部品等の置き場や取り回しの確認 治具から次の治具への移動の際も1個以上のバッファ(余剰在庫)を持つ事により作業が1連の行動で行えます。 バッファがないと1個1個製品が溶接されるのを待たなければなりません。
作業も行ったり来たりするので非効率となります、また治具と治具との間や一時置き場を造る事により取り回しを最小限にする事が出来ます。
スタートからゴール(完成品)までを一方通行で行える動きが分かり易くて最善です。(内容によっては戻り歩行のある作業もあったりします。)
④ムダのない歩行内容 3ムと言う言葉があります、ムリ・ムラ・ムダ この3ムの中のムダ が有るか無いかによって、作業効率も生産性も安全性も変わります。 まずはムダと思われる作業を削減する。 次に作業者や物によってムラがある作業の標準化する。 最後にムリと思われる作業を誰でも出来る様な作業に変更する。 出来る限りこの3ムは、一度に行うと効果が高いと思います。
1分の作業を1歩削減(15㎝・1秒)・・・そんな事しなくてもと思いますが、 1日8時間なら1週間なら1ヶ月なら1年なら…かなりの時間を削減出来ます。
⑤本工程にて完全完結とする(後作業を入れない、導入しない) 出来る限りシンプルに考えて完結する作業にする事が重要と思います。 それにより工程間トラブルや不具合発生時のトレーサビリティーも明確になり、作業管理も進捗管理等の目で見る管理行いやすいです。 ロボット時間内に様々な作業を入れがちですが、本製品に使用する関係の部品等の作業なら良いですが、他の作業は入れない様にします。
作業者には手待ちの時にはなにもしないで立っていてもらう
↑これ非常に重要です。(作業者は、手待ち=悪 と考えてムダな動きとしたがります) なので本質的な作業とムダな作業の区別が分りづらくなります。
であれば…なにもしないで立っている=手待ち(ムダ)なので その手待ちの解消に努める事が効率化生産性向上のターゲットとなります。
今回の説明動画にも 上記内容が多数含まれております。
その様な観点にて作業を観ていくと改善や効率化には終わりがないと思われます。
材料発注から曲げ、溶接、組立、塗装(協力メーカー)全て一貫生産加工が可能です。
なにか御座いましたら1本から対応ですので、ご一報を下記問い合せ先までご連絡の程、 よろしくお願いし致します。
石川工業株式会社
https://isk1944.com/
電話0276-45-1816
群馬県太田市龍舞町4539